切削工具-Cutting tools-
Q&A
| 溝入れ・突っ切り | 座ぐり・面取り | ベンテック 深穴ドリル | フライス |
| 溝入れ・突っ切り | 座ぐり・面取り | ベンテック 深穴ドリル | フライス |
フライス
チップの選定方法がわからない
まずはカタログの「インサートの選定」ページをご覧下さい。 ◎が推奨ですが、いくつか候補がある場合は、カタログの「インサート」のページ右に記載のhmmin寸法をご参照ください。最低切り屑厚みを示す数値ですが、この数字が小さいほど、鋭いチップになります。断続な加工や剛性が必要な加工にはhmが0.1mm程度。
チタンやステンレスなどの加工にはhmが0.05mm以下のチップをお勧めします。
ステルラムの特徴って?
インサートの刃先形状加工が非常に上手く、全周研磨によって、様々な加工に対応するインサートを作り出してます。特に難加工に向いています。また、レアメタルのルテニウムを母材に入れたり(世界唯一)、ハイスの様にスクイの大きい超シャープエッジの超硬インサートも作っています。
シャンク付でφ50以上のカッタがない理由
ステルラムの工具は剛性を重視して設計されております。シャンク径に対してカッタ径が大きくなると剛性が落ちてしまうため、φ50以上はシェルタイプのカッタをお勧めしております。
シャンク(持ち手側)が、カッタ径に対して細すぎると、主軸の動力(剛性)をロスしてしまい、ビビリの原因になります。
ステルラムの得意な加工
難削材と言われるチタン、インコネルの加工。弱クランプなどビビリやすく、剛性の低いワークの加工。薄物で平面度を要求されるワークなど、難加工を得意としています。
在庫について
大阪に在庫センターがあり、カタログ上に在庫ありとなってい るものは、PM4時までにご注文頂ければ即日発送可能です(*)。タイミングによってはお取り寄せとなってしまう場合、また、海外在庫品につきましても定期的に便がありますので、納期はお気軽にお問い合わせください。
(*初回お取引分につきましては登録の関係上、数日を要する場合がございます)
八角形と45度カッタの選び方(面削り)
45度のカッターはハイレーキ仕様となっていて切れ味重視。八角形は切れ味では劣りますが、8コーナー使えるため、コスト重視です。
Z方向の切り込み深さ
カタログにamaxという寸法が入っていますが、これが軸方向に切り込み深さの限界です。しかし、実際の加工では、切込みを大きくすればするほど切削抵抗が大きくなりますので、この数字の半分程度を上限と考えてください。ワークや機械剛性、切削条件が大きく影響しますので、詳しくは弊社までお問い合わせください。
薄板加工について
超シャープエッジの701ブレーカーは、切削抵抗が非常に少なく、高い平面度、ビビリ低減に優れています。
90度のカッターでの面削り
可能です。しかし45度や八角形のカッタに比べて切削抵抗が大きいため、非効率な加工となってしまいます。
90度の壁の段差(つなぎ目)
90度の隅削り用カッタは、インサートのサイズ別に09、12、16と3種類そろえております。そのうち12mm(CF90AD12カッタ)は、インサートに3次元曲面研磨を施していますので、比較的段差は少な くなります。しかし、軸方向の切込みを大きくすればするほど、段差は大きくなります。
また、切れ刃長33mmの7690VAZカッターもきれいなつなぎ目が出来ます。
| 三次元曲面研磨あり | 曲面研磨なし |
| CF90AD12タイプ 7690VAZタイプ 5182VZ エアロステル |
7690VA09タイプ CF90AP16タイプ |
エアロステルでのZ方向のつなぎ目
刃長は32、33、53mmの3種類あります。このインサートも曲面研磨しておりますが、刃長全部掛けてしまうと段ができてしまいます。刃長の半分~1/3程度ずつでつないでください。
ワークの保持が弱い場合のビビリ対策
【切削条件について】
- 周速を落とす。→最も切削抵抗に影響する要因です。まず現状の10%程度落として状態を見てください。
- 軸方向の切込みを減らす。→軸方向の切込みを大きくかけると背分力(ワークを上に引っ張る力)が大きくなってしまうため、ビビリの原因になります。
- 刃数を減らす。→径方向の切り込み量とも関係していますが、ワークに接している刃数を減らすことで切削抵抗を減らすことになります。
【工具について】
インサートをシャープエッジに代えてください。『421』もしくは『701』ブレーカー。
八角形カッタで仕上げ面の向上
ODET--44(全周研磨品)などのワイパーエッジ付きをご使用下さい。ワイパー部分がワークにベタあたりしているため、仕上げ面の向上につながります。 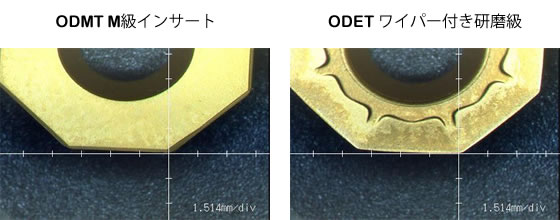
ステンレス加工での構成刃先
切削条件が遅すぎませんか?通常、超硬インサートでは周速が80m/min以下になるとステンレスは構成刃先が付きやすくなると言われています。
サーマルクラック対策
- 熱変化に強いCVDコーティングを使用してください。
- 高温に強いTiAlNコーティングなどのインサートで、ドライ加工を試してください。
他社インサートとの互換性
たまたま取り付くカッターもございますが、そのように設計はしておりませんので、安全上、品質上の観点からステルラムのインサートにはステルラム、もしくはカットピア製のカッターをご使用ください。
ツーリングについて
シェルタイプのカッタにストレートシャンクをつけて(ST32-22等)ミーリングチャックで使用すると、剛性が大きくおちてしまいます。またBTアーバー使用の場合でも、首下長が長すぎる場合はビビリの原因になります。
樹脂の切削
シャープエッジの701ブレーカーと、GH1(K種超硬)の組み合わせが最良です。材料にもよりますが、周速は400~1000m/minでご使用ください。