MQLセミドライ加工システム-Minimum Quantity Lubrication-
- HOME
- MQLセミドライ加工システム
- 内部給油装置
内部給油装置 EcoBooster
マシニング(センター/スピンドルスルー)、NC旋盤(タレットスルー)に最適なセミドライ給油装置。
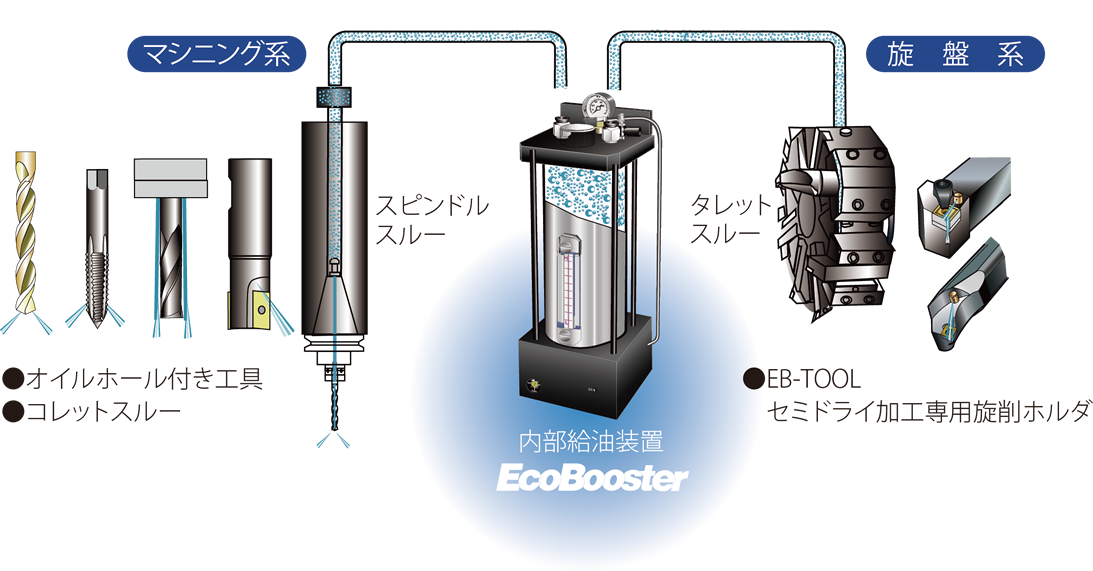
- 当社独自のミスト生成機構
EB装置内部で微粒子ミストを生成させ、配管や高速スピンドルに影響されにくく、レスポンスにも優れたミストを刃先へ供給します。 - 刃先へのミストの安定供給
工具径が変化したときでも、EB装置内の圧力を自動で制御し、刃先へ安定したミストを供給します。(P,EPタイプ)
代表的な加工事例
金型加工
高硬度鋼の直彫り
磨きレス

旋削加工
切りくず処理を向上
工具寿命の延長

小径深穴
優れた切りくず排出
機械メーカで採用

カバーレスの機械
中ぐり加工
門型加工など

EB3/EB7シリーズの特徴
EB3シリーズ
高汎用性ミスト供給装置
応答性に優れたミスト生成と吐出。汎用性が高い装置。
多くの金型工作機械に採用されています。

[適応する加工]
- 金型(高硬度直彫り/磨きレス加工)
- 形状加工
- 旋削加工
| タイプ | EB3 | EB3P | EB3EP |
| 設備 | レトロフィット(後付け)向け | 新規導入 工作機械向け |
|
| EB内圧制御 | 手動 | 自動 | 自動 |
| 油量制御 | 手動 | 手動 | 自動 |
EB7シリーズ
高濃度ミスト供給装置
エア流量の少ない小径でも、 高濃度ミストを安定供給します。
口径が大きい場合も、ミスト濃度を制御し、加工に最適なミストを供給します。

[適応する加工]
- 少エアで油量が必要な加工
- 小径深穴加工
- 中ぐり加工
| タイプ | EB7P | EB7EP |
| 設備 | レトロフィット向け | 新規導入 工作機械向け |
| EB内圧制御 | 自動 | 自動 |
| 油量制御 | 手動 | 自動 |
製品一覧
| Type EB3(マニュアル使用) |
|---|
|
 EB3 詳細
EB3 詳細 | Type EB3P/EB7P(内圧自動制御) |
|---|
|
 EB3P/EB7P 詳細
EB3P/EB7P 詳細 | Type EB3EP/7EP(油量、内圧自動制御) |
|---|
|
 EB3EP/EB7EP 詳細
EB3EP/EB7EP 詳細 | Type EB7VP/7VEP(稼働中給油、内圧自動制御) |
|---|
|
 EB7VP/7VEP 詳細
EB7VP/7VEP 詳細 | Type EB7AP/7AEP(稼働中給油、インターロック機能) |
|---|
|
 EB7AP/7AEP 詳細
EB7AP/7AEP 詳細