切削工具-Cutting tools-
Q&A
| 溝入れ・突っ切り | 座ぐり・面取り | ベンテック 深穴ドリル | フライス |
| 溝入れ・突っ切り | 座ぐり・面取り | ベンテック 深穴ドリル | フライス |
座ぐり・面取り
WHVタイプのチップクランプの方法
クランプ式、センタースクリュー留めの2つありますが、兼用です。(Φ46以上はセンタースクリューのみとなります)
現在の標準仕様は、センタースクリュー式となります。
ステンレスの加工をやりたいが、超硬は使えるか?
H、HA、WHの超硬ロー付けタイプはK種の超硬なのでステンレスの加工には向きません。ハイスのカッタをご使用ください。
ザグリは専用のホルダーが必要か?
パイロットとカッターの両方をホルダー付属のボルトでそれぞれで固定するので、必要となります。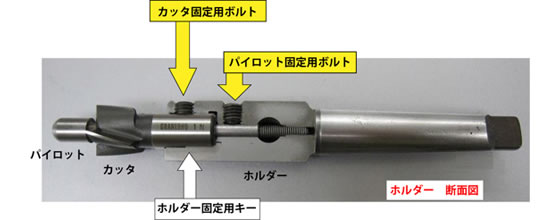
【取り付け方法】
1.カッターにパイロットを差し込みます。
2.ホルダーのキーとカッターのキー溝を合わせて奥まで差し込みます。
3.パイロットの後部フラット部を固定用ボルトの位置に合わせます。
4.カッタ固定用ボルトとパイロット固定用ボルトを締めて固定します。
ドリルだけ、もしくはカッター単体で使いたい
使えます。シャンク径が合えば専用ホルダーでなくても可能です。
但し、カッターには中心刃がありませんので、ドリルとしての単体使用はできません。
ハイスのカッタにコーティングを掛けたい
可能ですが、再研磨したら取れてしまうため、都度コーティングの必要があります。
φ30以上は回り止めM型ホルダー使用とあるが、それ以外は使えないのか?
ザグリ加工は、径が大きくなればなるほど切削抵抗が大きくなるため、ズレ防止のためM型を使用してください。
(ただし他の標準のホルダーに取り付けて使用することは可能です。)
表座繰りの下穴径はどのくらいの精度?
パイロット(R、Fタイプ)の公差はc9です。パイロットに対して下穴径が大きすぎる場合はブレが発生して、工具破損につながります。適正な工具を選択して下さい。パイロット径は、下穴用ドリルと同径サイズを選定してください。
うら座繰りの下穴径はどのくらいの精度?
ホルダーの公差はd8です。(寸法にもよりますが)マイナスの公差ですので、ホルダーは下穴用ドリルと同径サイズを選定してください。
切削条件表の範囲が広すぎて、どこを選べば良いか判らない
汎用的な工具として開発された商品のため、様々な使用条件を考慮して切削条件も設定しております。剛性がある場合は上めで、ビビリやすい場合には下めでお願いします。
アルミで面をきれいに出したい(センター面取り)
にごってしまい、鏡面にはなりません。
バリはでるか?(センター面取り)
出ます。寿命は落ちますが鉄系のワークでも、アルミ用のチップを使用することで多少改善します。
チップが割れてしまった(センター面取り)
送りを落として、回転数を上げてください
Vミゾ加工はできますか?(センター面取り)
インサート先端部分の損傷が激しくなるので、お勧めできません。