ハードターニング(CBN工具)における問題。
工具寿命が短い。
製品寸法の精度管理が大変。
切りくずがワークにからむ。
ハードターニングを、MQL加工で。
MQL加工を利用して、CBN工具の効果を最大限に発揮します。
ハードターニング*における問題をフジBC技研が解決いたします。
*HRC50~65程度の高硬度鋼の旋削加工
工具寿命が短い。
製品寸法の精度管理が大変。
切りくずがワークにからむ。
ドライ・クーラントに比べ、工具寿命を延長できます。
寸法補正回数の低減
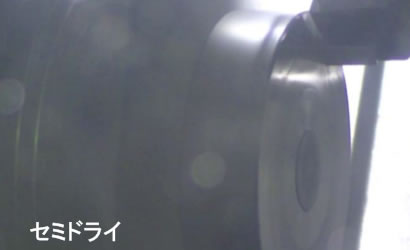
内径も外径もミストエアが切りくずを排出します。

ミスト装置
加工に適した極微量のミストを供給します。

専用油剤
極少量でも工具摩耗低減。
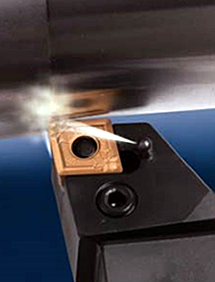
オイルホール付き旋削ホルダEB-TOOL
すくい面・逃げ面からのミストエアが切りくずを飛ばします。
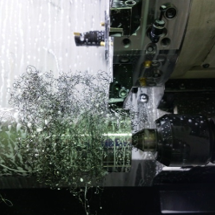
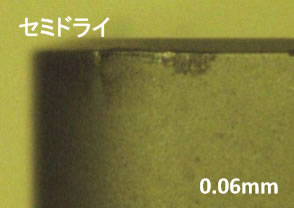
【 テスト条件 】
ワーク:SCM415 焼き入れ HRC60
切削速度:150m/min
送り量:0.044mm/rev
切り込み量:0.05mm
【 特徴 】
新設計EBツールで切り屑排出性が格段に向上
加工点へピンポイントに切削油を供給
切削性の高い油剤だから極少量でも工具摩耗が低減できます
セミドライ加工は使用する油量が少ない→1時間当たりの油剤消費量は約10ml
ヒートクラックが起こさない

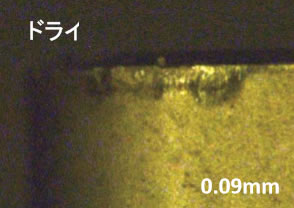
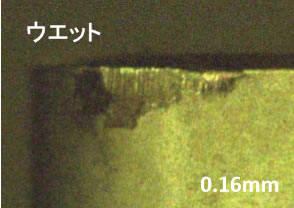
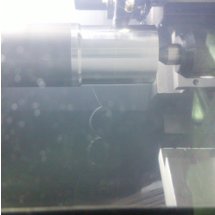
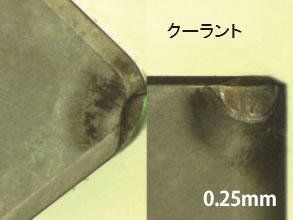
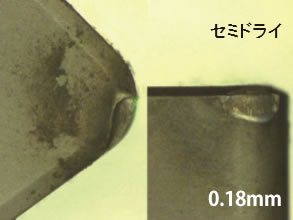
【 テスト条件 】
ワーク:SUJ2 焼き入れ HRc58
切削速度:150m/min
送り量:0.07mm/rev
切り込み量:0.15mm
【 特徴 】
新設計EBツールで切り屑排出性が格段に向上
加工点へピンポイントに切削油を供給
切削性の高い油剤だから極少量でも工具摩耗が低減できます
セミドライ加工は使用する油量が少ない→1時間当たりの油剤消費量は約10ml


 切削距離:6,500m
切削距離:6,500m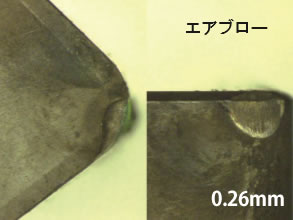 切削距離:7,082m
切削距離:7,082m
 切削距離:7,082m
切削距離:7,082m